锯床锯切材料时为什么会有锯偏的现象出现?
带锯床是
锯床的一种,但只要是锯床,它们就都和
锯条分不了家,一台锯床没有了锯条就相当于“人没有了灵魂”,我们知道锯床是用来锯切金属材料的,对于锯切的材料,都有一定的精度要求,可要是锯切偏了,可能那份材料就会属于不合格的产品,人无完人,锯床也同样如此,在锯切时,一般只要的人机结合的机械工作,出现类似于锯偏的现象出现时,多数情形下,是由人为因素造成,那么锯床在锯切材料时,导致锯偏的现象出现,是何原因导致的呢?
一、人为因素。人为因素一般是指人员在操作的过程中出现的问题,因操作失误导致锯斜的比例约占90%以上,而合格的按照正确规范的操作是有效预防锯偏的主要原因。
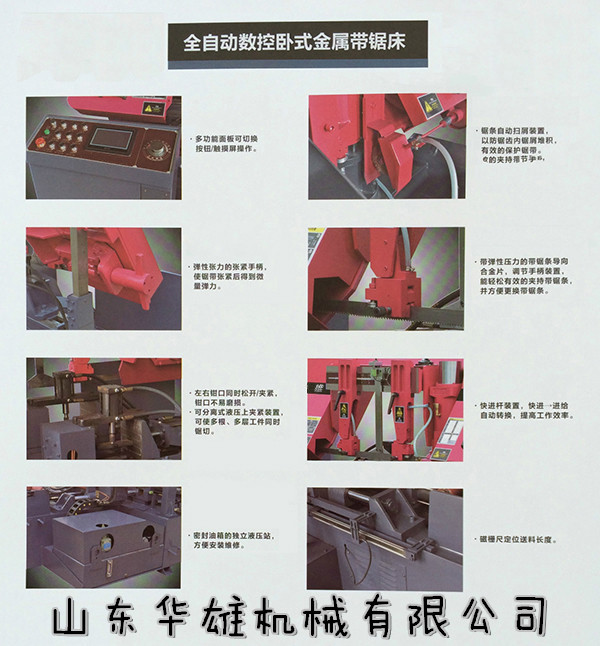
二、锯床自身原因。当液压系统出现泄漏、调速阀失控等情况就会造成锯架不能够平稳下降,出现锯带抖动切削,造成了锯斜问题。如果在前期检查的时候没有注意到锯床的两个导向臂间距过大,锯带张力不够,导向块有磨损机锯带夹装不好,都会直接影响到锯切的质量从而导致锯斜现象。
三、锯条出现松动现象,也是锯斜的因素之一
四、锯床下料速度进给太快。这种原因造成的锯斜需要调整调速阀使进给速度慢一点。
五、安装新的锯带后,不做任何的相关检查、调整、也不进行初期的磨合,便使用高速切割。这样就会出现新锯带不慢速跑和修正,齿刃就会过早的磨损或单侧磨损,导致分齿量被损坏,因此新锯带就出现了锯斜的现象,更甚至出现崩齿的现象。
我们在锯床使用前一定要做好一定的检查工作,这是使锯床减少在使用过程中出现锯斜等其他故障的因素之一,把锯床处以一个正常的工作状态,锯切过程中要严格遵守操作规范,合理的使用和操作是减少锯床锯斜的最有效的办法之一。